Industrial Pumps For Chemical Processing Applications – A Brief Guide
Chemical industries produce industrial chemical for various industrial applications like paints, consumer healthcare and many more!
Chemical industries majorly differentiate in necessary chemicals, specialty, fine chemicals, plastics and fibers, pharmaceuticals, paints, and coatings, etc..
In chemical industries, they only have to work with chemicals, so they need a very efficient and very powerful pump to transfer those chemicals. Pumps are the workhorse in any chemical industries. Because without pumps chemical industries are nothing.
Also, the chemicals they are working with are very hazardous and dangerous, so working with them without pumps are effects workers health who are working there.
So every chemical industry needs pumps to handle those chemicals. It’s the priority for any chemical industry to choose the right pumps for their industries.
By the increase in demand for pumps in chemical industries, we at Sujal Engineering has developed the most efficient pumps with the help of our highly expert engineering team.
Depends upon the application either it is hazardous chemical or any other chemical, we’ve got a broad range of pumps available for chemical transportation.
Our Pumps:
#1. Centrifugal Process Pumps
#2. Chemical Pumps
Our centrifugal process pumps and chemical pumps are highly recommended pumps for any chemical industries.
We offer leakage-free, most powerful and highly efficient pumps with many more characteristics. Let’s discuss our pumps in briefly.
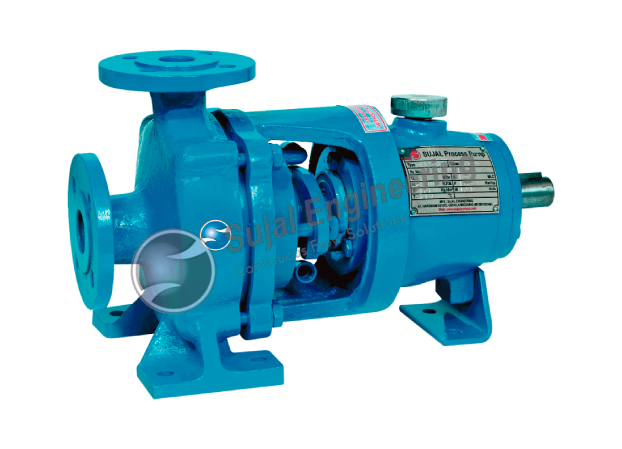
#1. Centrifugal Process Pumps:
Our centrifugal process pumps are the most common type of pump which is used in any chemical industries. Our centrifugal process pumps are very efficient & less expensive compared to any other pumps.
Our highly expert engineering team manufactures our centrifugal pumps, so it has some of the remarkable benefits for any chemical industries.
Our specially designed Centrifugal Process Pump is used to move or raise the pressure of chemicals. High-quality impeller which is used in our centrifugal pump rotates the substances and the centrifugal force, which is generated in the pump push the chemicals to move out. The impeller is the device which rotates and transfer energy to the fluid.
Technical Specification:
Type: End-Suction and Back-Pull Out Type Centrifugal Pump
Capacity: up to 1100 m3/hr
Head: up to 150 Meter
Pressure : up to 15 kg/cm2
Size : 25mm to 300mm
Speed: up to 3500 rpm
Temperature: up to 350° C
M.O.C. : CI, CS, SS304 / 316, SS 304 L/316L, Alloy 20, Hastelloy B or C,CD4MCU, etc…
#2. Chemical Pumps:
Chemical pumps by Sujal Engineering is the most advanced pumps for chemical industries to handle and transfer chemicals. We are a specialized manufacturer of highly efficient chemical pumps for chemical industries.
Our chemical pumps are manufactured with the help of modern technology and our expert and top-notch engineering team.
Widely our chemical pumps are used to transfer chemicals from one container to another container. We have a wide range of chemical pumps are available as per the chemical properties with different functional principles. We are well known for manufacturing a variety of chemical pumps for improving the operation and efficiency of process systems.
Technical Specification:
Type: Centrifugal Pump (with Semi-Open Impeller)
Capacity: up to 48 m3/hr
Head: up to 60 Meters
Pressure: up to 6 kg/cm2
Size: 25 mm to 65 mm
Speed: up to 3500 rpm
Temperature: up to 135° C
C M.O.C.: CI, CS, SS304 / 316, SS 304 L/316L, Alloy 20, Hastelloy B or C, CD4MCU, etc…
Sujal Engineering has 10+ years of experience to manufacture a wide range of industrial pumps. We are a well-reputed manufacturer of centrifugal process pumps and chemical pumps for chemical industries. Our team is well dedicated to manufacture and deliver the most efficient and standard quality of pumps for different sectors.
For any special requirements contact us at sujalpumps@gmail.com
Read More:
- Best Pumps For Pumping Abrasive Materials – Informative Guide
- Top Industrial Pumps – Applications & Technical Specification [INFOGRAPHIC]
- Chemical Pumps for Petrochemical Applications – A Definitive Guide
- Industrial Pumps For Chemical Plants – Transferring Aggressive Fluids
- Centrifugal Pumps For Oil Transfer – A Definitive Guide


