Air-Cooled Pumps For Circulating Hot Edible Oil

“Air cooled pump for circulating hot edible oil” make sense RIGHT?
Well! It is one of the best air-cooled pumps of today’s world. Used in many industries like construction, plastic, rubber, chemical, petrochemical, textile, pharmaceutical, paper and pulp industries.
Now! Get ready to know about this pump, which is known for providing the most effective service of circulating hot edible oil in food processing industries like namkeen and frying plants.
Importance of air-cooled pump
“The best high-temperature pump” which is used by many industries for the better solution of circulating hot edible oil. The air-cooled pump is designed to handle corrosive, abrasive, and high-temperature fluids. It easily transfers the fluid from one place to another “quickly, efficiently and safely”.
The air-cooled pump is the most important industrial pump which doesn’t require water cooling for the bearings and mechanical seals. It is designed to circulate edible oil by an auxiliary impeller located on the rotor assembly. Air-cooled pump provides the easy transfer solution of edible oil. And it is famous for delivering the efficient, reliable and dependable services for namkeen plants.
From last many years, industries like construction, plastic, chemical, rubber, textile, food, pharmaceutical, paper, and pulp are taking a huge advantage of an air-cooled pump. They are using air-cooled pump to solve the problem of water cooling for bearings and mechanical seals.
But there’s a catch.
From last many years, manufacturing industries are playing a crucial role in evolving and designing air-cooled pumps. But their air-cooled pumps are not able to handle high pressure of fluids because of that they are facing an issue of leakage.
After facing these all issues industries are looking for high-quality air-cooled industrial pumps which can circulate hot oil edible oil easily and capable enough to handle corrosive, abrasive, and high-temperature fluids. The motor fans are not working properly to provide better cooling service.
Here’s the deal
Sujal Engineering designs air-cooled pump which provides the effective solution of circulating the hot edible oil. It is having a capacity of 450 m³/hr and a head up to 150 meters. And it easily handles pressure up to 15kg with temperature from -60°C to 300° C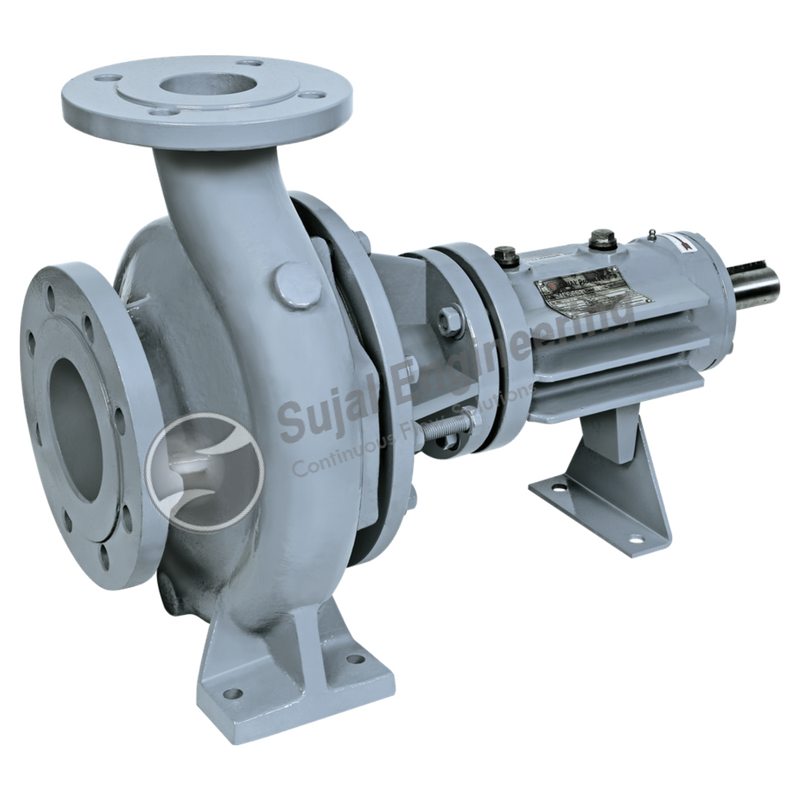 Our pumps are widely used in many industries like construction, plastic, rubber, chemical, textile, food, sugar, pharmaceutical, paper, and pulp. It is known for the best performance of providing airflow over the cooling fins of the pump.
Our pumps are widely used in many industries like construction, plastic, rubber, chemical, textile, food, sugar, pharmaceutical, paper, and pulp. It is known for the best performance of providing airflow over the cooling fins of the pump.
Technical specifications
Type: Chemical Pump – Air Cooled Pump
Capacity: up to 180 m3/hr
Head: up to 80 Meter
Pressure: up to 8 kg/cm2
Size: 32 mm to 80 mm
Speed: up to 3500 rpm
Temp: up to 250 C
M.O.C.: Grey Cast Iron, Cast Steel, Alloy Cast Steel
Salient features
- Standard motor insulation and bearing
- Discharge flange is at top and radial
- Low maintenance
- Centerline supported casing
- Heat resistant mechanical seal
The best part.
We are one of the best manufacturers, suppliers, and exporter of the present time. From last many years, Sujal Engineering is serving their high-quality industrial pump to many reputed industries like construction, plastic, rubber, chemical, textile, sugar and food, pharmaceutical.
Our industrial pumps are admired by our customers for their high efficiency, high strength, and noise free performance. We design and evolve the pump by using the latest technologies that match the client’s needs. Our team has a great knowledge of designing air-cooled pumps.
If you have any requirement of industrial pumps for your current application, then this pump fulfills your requirement. Sujal Engineering also develops different types of industrial pumps like a centrifugal pump, slurry pump, filter press pumps etc. To know more about our industrial pumps visit our website: www.sujalpumps.com
For more information email us at: – sujalpumps@gmail.com, we will get back to you with a best and effective solution.
Read More:
- Thermic Fluid Pump – Hot Oil Circulating Pump
- Air-Cooled Pump For Hot Oil Boiler
- Air-Cooled Thermic Fluid Pump For Namkeen Plant
- How Does A Centrifugal Pump Work? – [A Brief Guide]
- Pumps Specialist For Mining Industries In South Africa


